جینگ شی
جینگ شی
جینگ شی
جینگ شی
جینگ شی
جینگ شی
جینگ شی
جینگ شی
جینگ شی
تسطیح ورق فلزی یک مرحله حیاتی در ساخت فلزات مدرن است. قبل از اینکه هر عملیات برش، خم کردن، جوشکاری یا مهر زنی بتواند نتایج ثابتی را به ارمغان آورد، ماده خام باید واقعاً مسطح باشد – نه فقط از نظر بصری صاف، بلکه بدون تنش و از نظر ابعادی پایدار باشد. انتخاب روش تسطیح اشتباه منجر به رد قطعات، کار مجدد و خرابی فرآیند پایین دستی می شود. این راهنما هر روش اصلی تسطیح ورق فلز را پوشش میدهد، فیزیک پشت هر کدام را توضیح میدهد، و چارچوبی عملی برای انتخاب رویکرد مناسب بر اساس نیاز مواد، حجم و دقت به شما ارائه میدهد.
چرا ورق فلز نیاز به تراز کردن دارد؟
ورق فلزی آسیاب را به صورت کلاف ترک می کند. در طول سیم پیچی، سطح بیرونی کشیده میشود در حالی که سطح داخلی فشرده میشود و تنشهای مخالف را در ساختار دانهای ماده قفل میکند. هنگامی که مراکز خدمات ورق را باز میکنند، صاف میکنند و برش میدهند، این تنشها بهطور کامل از بین نمیروند - آنها در داخل چیزی که به نظر میرسد یک تکه فلز مسطح است محبوس میشوند.
این مشکل در لحظه ای که یک فرآیند برش حرارتی مانند برش لیزر یا پلاسما اعمال می شود قابل مشاهده است. گرما تنش های قفل شده را آزاد می کند و قطعات منحرف می شوند، خم می شوند یا امواج لبه و مرکز ایجاد می کنند. همان اعوجاج پس از ضربه زدن یا خالی کردن ریز رخ می دهد. حتی قطعات برش مکانیکی فشار باقیمانده ای را نشان می دهند که در طول شکل دهی یا جوشکاری بعدی، هندسه را مخدوش می کند.
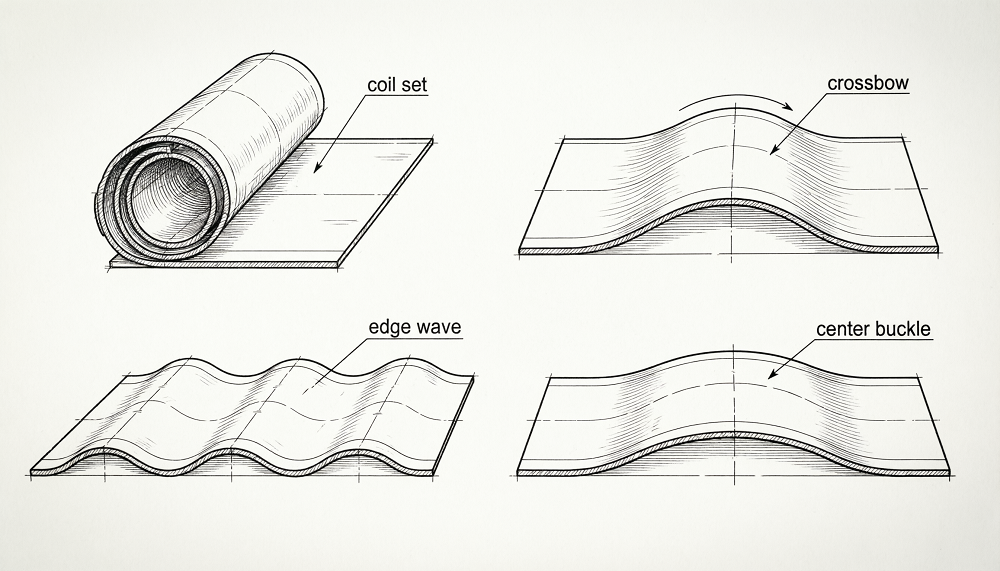
عیوب معمولی صافی که تسطیح باید برطرف شود عبارتند از:
- مجموعه کویل: یک کمان طولی که از جهت سیم پیچ پیروی می کند، شدیدترین حالت به سمت هسته سیم پیچ.
- کمان پولادی: یک کمان عرضی عمود بر جهت غلتش، با مرکز بالاتر از لبه ها.
- موج لبه: لبه های موج دار ناشی از تنش فشاری در نواحی لبه نسبت به مرکز.
- سگک مرکزی: کمانش موضعی در وسط ورق که مرکز آن بلندتر از لبه ها است.
- پیچ و تاب: اعوجاج مورب در سراسر سطح قطعه، اغلب در هنگام برش نامتقارن یا جابجایی ایجاد می شود.
هر نوع نقص دارای مشخصات تنش متفاوتی است و بنابراین به هر روش تسطیح متفاوت پاسخ می دهد. درک کردن استانداردهای صافی ورق فلزی قبل از انتخاب یک فرآیند تسطیح به شما امکان می دهد یک معیار پذیرش قابل اندازه گیری را تعریف کنید و از اختلاف در هنگام راه اندازی جلوگیری کنید.
تسطیح چکش و شعله
تسطیح چکشی قدیمی ترین روش تسطیح ورق فلز است و امروزه برای شرایط خاصی که تسطیح ماشینی غیرعملی است مورد استفاده قرار می گیرد. یک اپراتور باتجربه با یک الگوی عمدی با چکش به ورق ضربه می زند، مناطق فشرده را کشیده و غلظت استرس موضعی را کاهش می دهد. تسطیح شعله بر اساس یک اصل مرتبط کار می کند: مشعل یک ناحیه محلی را گرم می کند و باعث انبساط حرارتی می شود. همانطور که ناحیه سرد و منقبض می شود، مواد اطراف را به سمت نقطه گرم می کشد و خم شدن موضعی را اصلاح می کند.
هر دو روش به مهارت قابل توجهی نیاز دارند. نتایج به طور مستقیم به توانایی اپراتور برای خواندن قسمت، قضاوت در مورد توزیع تنش و اعمال انرژی مناسب در ترتیب مناسب بستگی دارد. هیچ دو عملگر نتایج یکسانی تولید نمی کنند و هیچ بخش واحدی را نمی توان با قطعیت بازتولید کرد. تراز کردن یک قطعه بسته به شدت اعوجاج و پیچیدگی قطعه می تواند از 30 دقیقه تا چند ساعت طول بکشد.

زمانی که تسطیح چکش و شعله منطقی است
- سازه ها یا جوش هایی که از قبل مونتاژ شده اند که نمی توانند از ماشین غلتکی عبور کنند.
- حجم تولید بسیار کوچک که هزینه راه اندازی دستگاه توجیه نمی شود.
- قطعات سفارشی شکل یا نامنظم که راهنماهای ماشین نمی توانند آنها را در خود جای دهند.
- تصحیح در محل اجزای نهایی که در آن تحمل ابعادی متوسط است.
برای محیطهای تولیدی که توان عملیاتی، تکرارپذیری یا تلورانسهای صافی دقیق مهم هستند، تسطیح چکش و شعله نامناسب است. عامل انسانی تضمین نتایج ثابت در یک دسته را غیرممکن می کند.
پرس و صاف کردن سطح پرس
یک پرس صاف کننده ورق یا صفحه را در دو نقطه پشتیبانی می کند و یک قالب شکل دهنده را برای فشار دادن مواد به صورت صاف بین آن نقاط نگهدارنده اعمال می کند. این فرآیند مکان های خاصی را در قسمتی که اعوجاج متمرکز شده است مورد هدف قرار می دهد. معمولاً قبل از اینکه قطعه به صافی قابل قبول برسد، چندین چرخه پرس لازم است، زیرا هر ضربه پرس یک ناحیه را تصحیح می کند در حالی که به طور بالقوه باعث ایجاد تنش در مناطق مجاور می شود.
برخی سازندگان از ترمزهای فشاری به عنوان تراز کننده های بداهه استفاده می کنند که برای اصلاح یک تغییر شکل قابل مشاهده منفرد مفید است اما تنش داخلی توزیع شده را برطرف نمی کند. یک پرس صاف کننده اختصاصی کنترل بهتری نسبت به پرس ترمز که برای تراز کردن مجدد استفاده می شود را ارائه می دهد، اما هنوز نمی تواند با توان عملیاتی یا عمق کاهش تنش یک سیستم مبتنی بر غلتک مطابقت داشته باشد.
تراز کردن یک قطعه روی یک پرس صاف کننده معمولاً طول می کشد تا 60 دقیقه و نیاز به یک متخصص ماهر برای تفسیر رفتار قطعه در بین ضربات دارد. این روش برای صفحات با ضخامت بیشتر از 50 میلی متر، جایی که ترازهای غلتکی ممکن است فاقد ظرفیت مکانیکی باشند، و برای تولید با حجم کم که سرمایه گذاری ماشین توجیه نمی شود، عملی تر می شود.
محدودیت هایی که باید در نظر گرفته شود
- تنش داخلی توزیع شده را نمی توان برطرف کرد - فقط نقص های هندسی قابل مشاهده در نقاط گسسته.
- خطر برگشت فنری مستلزم چرخه های مکرر فشار دادن و زمان چرخه طولانی است.
- به شدت به قضاوت اپراتور متکی است و تکرارپذیری بین اپراتورها را متغیر می کند.
- برای ورق فلزی نازک مناسب نیست - غلظت بار موضعی بالا باعث آسیب سطح یا علامت گذاری دائمی می شود.
تراز کردن غلتکی: از صاف کننده های ساده تا سیستم های دقیق
تسطیح غلتکی پرکاربردترین روش تسطیح ورق فلزی صنعتی است. ورق از میان یک سری غلتک های تکان خورده عبور می کند که آن را در معرض خم های متناوب با دامنه کم کم قرار می دهد. این تغییر شکل الاستیک-پلاستیکی مکرر تنشهای داخلی را در سطح مقطع توزیع میکند و مواد را به سمت یک حالت صاف و بدون تنش سوق میدهد.
فیزیک پایه از یک موج سینوسی کاهشی پیروی می کند: انتهای ورودی بزرگترین جابجایی خمشی را اعمال می کند و هر جفت غلتک متوالی جابجایی را کاهش می دهد تا زمانی که ماده در یک حالت تنش تقریباً خنثی خارج شود. اثربخشی فرآیند به سه متغیر مرتبط بستگی دارد: قطر غلتک، گام غلتک (فاصله از مرکز به مرکز)، و عمق فشار (نفوذ) .
ترازهای غلتکی ساده (صاف کننده)
صاف کننده های ساده حداقل از هفت غلتک با قطر نسبتا زیاد و فاصله وسیع استفاده می کنند. آنها صفحات ضخیم تر و محدوده ضخامت محدود را اداره می کنند. از آنجایی که غلتکها به طور فعال در برابر انحراف تحت بار پشتیبانی نمیشوند، تحت فشار خم میشوند و باعث ایجاد خمش ناهموار در عرض ورق میشوند. نتایج صافی برای کاربردهای کلی ساختاری کافی است اما برای ساخت دقیق کافی نیست. عبورهای متعدد از دستگاه اغلب مورد نیاز است، و این فرآیند همچنان به تجربه اپراتور برای تنظیم صحیح غلطک ها بستگی دارد.
ترازهای چند غلتکی دقیق
ترازهای دقیق غلتک های میانی و پشتیبان را در پشت غلتک های کار اضافه می کنند تا از انحراف تحت بار جلوگیری کنند. این اجازه می دهد تا قطر غلتک کار کوچکتر و گام محکم تر، که تعداد چرخه های خمشی در واحد طول ورق را افزایش می دهد و توانایی دستگاه را برای اصلاح عیوب موج کوتاه مانند امواج لبه و سگک های مرکزی بهبود می بخشد. سیستم های دقیق می توانند به مقادیر مسطح دست یابند 0.1 میلی متر در متر یا بهتر - الزامی برای تیغه های اره، اجزای مهر زنی دقیق، و مجموعه های فلزی با تحمل ریز.
در مقایسه با روش های دستی، تراز کردن غلتکی زمان چرخه را به طور چشمگیری کاهش می دهد. قطعه ای که به 10 دقیقه تراز کردن پرس بریک یا چکشی با دست نیاز دارد را می توان در کمتر از یک دقیقه روی یک تراز کننده غلتکی دقیق پردازش کرد که به معنی کاهش قابل اندازه گیری هزینه در عملیات های با حجم بالا است.
دستگاه نورد (سیستم های سه غلتکی)
ساده ترین پیکربندی مبتنی بر غلتک از سه غلتک افست استفاده می کند. ورق در حین عبور به دور غلطک ها خم می شود و این روند تا زمانی که صافی قابل قبول باشد تکرار می شود. این روش فقط برای قطعاتی با عیوب صافی ساده و یکنواخت موثر است. استرس داخلی را برطرف نمی کند و برای هر ماده ای با اعوجاج قابل توجه به تکرارهای متعدد نیاز دارد. برای کارگاه هایی که اصلاحات خمشی سبک را در حجم کم انجام می دهند، بهترین است.
تسطیح تنش
تسطیح کششی ورق را به صورت طولی با کشیدن آن بین دو قرقره کششی تا زمانی که تنش اعمال شده از قدرت تسلیم ماده بیشتر شود، کشیده می شود. همانطور که ورق به طور یکنواخت در سطح مقطع خود تسلیم می شود، اختلاف تنش بین مناطق قبلاً فشرده و تنش خورده فرو می ریزد و ماده در حالت صاف و با تنش پسماند کم خارج می شود.
بسیاری از سیستمهای تسطیح کشش صنعتی خمش غلتکی را با کشش در یک رویکرد ترکیبی ترکیب میکنند: ورق ابتدا از غلتکهای خمشی عبور میکند تا تنش ناخالص را توزیع کند، سپس برای رسیدن به صافی و یکنواختی ضخامت نهایی تحت کشش قرار میگیرد. این ترکیب به ویژه برای فولادهای با استحکام بالا و مواد بسیار نازک که در آن سیستمهای غلتکی برای اعمال خمش کافی بدون آسیب سطحی تلاش میکنند، مؤثر است.
بهترین کاربردها برای تسطیح کشش
- ورق و فویل بسیار نازک که قطر غلتک های کوچک هنوز سطح را مشخص می کند.
- گریدهای فولادی با استحکام بالا با نسبت تسلیم به کشش نزدیک به 1.0 که خم شدن آنها بدون تنش بیش از حد دشوار است.
- خطوط پردازش سیم پیچ که در آن مواد به طور مداوم اجرا می شود و کنترل کشش در حال حاضر بخشی از معماری خط است.
- کاربردهایی که در آنها یکنواختی ضخامت در عرض به اندازه صافی مهم است.
نقطه ضعف پیچیدگی و هزینه سرمایه است. تراز کردن کشش به کنترل دقیق قرقرههای کششی و کالیبراسیون دقیق نیاز دارد تا از ایجاد تنش طولی جدید در اثر کشش ناهموار جلوگیری شود. برای تسطیح بخشی به قسمت بعد از برش کمتر کاربردی است و عمدتاً در محیط های پردازش کویل استفاده می شود.
تسطیح نورد گرم و نورد سرد
تسطیح نورد سرد ورق را از طریق غلتک ها در دمای اتاق یا نزدیک به آن عبور می دهد و فشار زیادی را اعمال می کند که باعث تغییر شکل پلاستیکی مواد می شود. این روش نه تنها صافی را تصحیح می کند، بلکه سطح را بهبود می بخشد و خواص مکانیکی را افزایش می دهد - سختی و استحکام کششی هر دو به دلیل سخت شدن کار افزایش می یابد. زمانی که کیفیت سطح یک نیاز اولیه باشد، مناسب است، مانند صفحههای بدنه خودرو یا زیرلایههای مهندسی دقیق. محدودیت این است که نورد سرد محدود به گیج های نازک تر است. صفحات بسیار ضخیم به نیروی بیش از حد نیاز دارند و اثر سخت شدن کار می تواند شکل پذیری را تا حدی کاهش دهد که شکل دهی پایین دست تحت تأثیر قرار گیرد.
تسطیح نورد گرم قبل از عبور دادن ورق از طریق غلتک های تراز، بالاتر از دمای تبلور مجدد آن گرم می شود. درجه حرارت بالا استحکام تسلیم را کاهش می دهد و شکل پذیری را افزایش می دهد و تغییر شکل صفحات ضخیم را بسیار آسان تر می کند. گرما همچنین کاهش استرس را تسریع می کند. این رویکرد در فرآوری اولیه فولاد و تولید ورق درجه کشتی سازی استاندارد است. هزینه انرژی گرمایش نقطه ضعف عملیاتی اولیه است و عملیات حرارتی می تواند ریزساختار مواد را به گونه ای تغییر دهد که نیاز به تأیید پس از فرآیند برای کاربردهای حساس به مشخصات دارد.
ترازسازی دقیق هیدرولیک: استاندارد صنعتی مدرن
تسطیح دقیق هیدرولیک نشان دهنده وضعیت فعلی هنر در تسطیح ورق فلزی برای محیط های تولید است. بر خلاف ترازهای غلتکی مکانیکی که در آن نیروی فشار با تنظیم پیچ ثابت می شود، a دستگاه تراز هیدرولیک از سیلندرهای هیدرولیک حلقه بسته برای کنترل نیروی فشار و شکاف غلتکی به صورت پویا در سراسر عرض کامل ورق استفاده می کند. این به سیستم اجازه میدهد تا انرژی خمشی ثابتی را حفظ کند، حتی اگر ضخامت مواد، قدرت تسلیم یا دما در یک دسته تولید متفاوت باشد.

اصل کار خمش الاستیک-پلاستیک متناوب باقی می ماند، اما دقت درایو هیدرولیک قابلیت هایی را باز می کند که سیستم های مکانیکی نمی توانند مطابقت داشته باشند:
- محدوده مواد گسترده: سیستم های هیدرولیک می توانند مواد را از فویل مسی فوق نازک 0.1 میلی متری تا صفحه ضخیم آلیاژی ویژه 60 میلی متری را در یک خانواده ماشین پردازش کنند و از طریق دستور العمل های ذخیره شده بین آنها جابه جا شوند.
- کنترل فعال تاج: غلتکهای پشتیبان در پشت غلتکهای کار بهصورت منطقه به منطقه بهصورت هیدرولیکی تنظیم میشوند، که انحراف غلتک تحت بار را جبران میکند و از خمش مداوم در ورقهای پهن اطمینان میدهد - برای از بین بردن امواج لبه و سگکهای مرکزی به طور همزمان بسیار مهم است.
- عملیات مبتنی بر دستور العمل قابل تکرار: پارامترهای خاص مواد (نیرو، نفوذ، سرعت) ذخیره شده و به طور خودکار فراخوانی می شوند و تغییرات تنظیم وابسته به اپراتور را در میان شیفت ها حذف می کنند.
- جابجایی مواد سوراخ شده و عملیات حرارتی شده: کنترل فشار غلتکی پیشرفته منطقه به منطقه، ازدیاد طول انتخابی را در عرض امکان پذیر می کند، و تراز کردن موادی را که سیستم های ساده تر را شکست می دهند - ورق های سوراخ شده، صفحات با حرارت پس از عملیات حرارتی، و صفحه با مقاومت کششی بالا امکان پذیر می کند.
تمایز اصلی بین طرح های تراز هیدرولیک در معماری کنترل نهفته است. کنترل فشار هیدرولیک به تنهایی معادل کنترل حلقه بسته موقعیت غلتک یا نیروی سیلندر نیست. بازخورد موقعیت و نیرو - از طریق مقیاس های خطی و لودسل ها - چیزی است که تکرارپذیری روزانه را در مواجهه با تغییر دمای روغن، تغییر پاسخ سوپاپ و سایش تدریجی اجزا ممکن می کند. ماشینهایی که تنها به کنترل فشار متکی هستند، نتایج ثابتی را تنها در یک باند عملیاتی باریک ایجاد میکنند.
برای عملیات تولید انبوه در قطعات خودرو، ورق فلزی دقیق، قطعات آسانسور، تیغههای اره و محفظههای الکترونیکی، تسطیح دقیق هیدرولیک روشی است که تضمینهای مسطح بودن سطح تولید را قابل دستیابی و تأیید میکند. کاوش طیف کاملی از کاربردهای صنعتی جایی که تسطیح دقیق، بهبود فرآیند قابل اندازه گیری را ارائه می دهد.
تسطیح برانکارد
تراز کردن برانکار از گیره های هیدرولیک برای گرفتن ورق در دو انتها و کشیدن آن در چندین جهت به طور همزمان استفاده می کند تا زمانی که تنش های داخلی از طریق تسلیم یکنواخت در سراسر مقطع کامل برابر شود. بر خلاف تسطیح کششی در خطوط فرآوری کویل، تسطیح برانکارد بر روی ورق ها یا صفحات برش جداگانه عمل می کند و برای موادی طراحی شده است که شیب تنش طولی و عرضی هر دو نیاز به اصلاح در یک عملیات واحد دارند.
این روش به صافی عالی و کاهش تنش پسماند دست می یابد، اما کندتر از تسطیح غلتکی یا کششی پیوسته است و برای کاربردهای با ارزش بالا و حجم کم مانند صفحه هوافضا، صفحات ضخیم ساختاری یا ورق های آلیاژی خاص که هزینه قطعه زمان چرخه طولانی تر را توجیه می کند، بهترین مناسب است. نیاز به کالیبراسیون دقیق دارد: کشش ناکافی باعث ایجاد تنش باقی مانده می شود. کشش بیش از حد به طور دائمی ابعاد و خواص مکانیکی را تغییر می دهد.
نحوه انتخاب روش تسطیح ورق فلز مناسب
روش تسطیح صحیح با ترکیبی از خواص مواد، حجم تولید، نیاز صافی و هندسه قطعه تعیین می شود. جدول زیر معیارهای انتخاب کلیدی را در همه روشهای اصلی خلاصه میکند.
| روش | محدوده ضخامت | تناسب حجم | کیفیت صافی | تسکین استرس | مورد استفاده معمولی |
|---|---|---|---|---|---|
| چکش / شعله | هر | 1-5 قطعه | کم / متغیر | جزئی (فقط محلی) | جوشکاری، تعمیر در محل |
| پرس صاف کننده | > 50 میلی متر معمولی | دسته کوچک | متوسط | جزئی (اصلاح نقطه) | صفحه ضخیم، تغییر شکل قابل مشاهده |
| تراز غلتکی ساده | متوسط-ضخیم | متوسط | متوسط | محدود | صفحه ساختاری عمومی |
| تراز غلتکی دقیق | نازک – متوسط | بالا | بالا (≤ 0.5 mm/m) | خوب | مهر زنی، آماده سازی برش لیزری |
| تسطیح تنش | بسیار نازک - استحکام بالا | بالا (coil line) | خیلی بالا | عالی | AHSS، فویل، پردازش کویل |
| تسطیح نورد سرد | نازک | بالا | خیلی بالا | خوب | پانل های بدنه خودرو، قطعات دقیق |
| تسطیح نورد گرم | صفحه ضخیم | بالا (mill-scale) | متوسط–high | خوب | فولاد سازه، صفحه کشتی سازی |
| تسطیح دقیق هیدرولیک | 0.1 میلی متر - 60 میلی متر | بالا | خیلی بالا (≤ 0.1 mm/m) | عالی | تولید دقیق، تولید مواد مخلوط |
| تسطیح برانکارد | متوسط-ضخیم | کم – متوسط | خیلی بالا | عالی | صفحه هوافضا، آلیاژهای ویژه |
منطق انتخاب عملی
با مواد خود شروع کنید. اگر طیف گستردهای از آلیاژها و ضخامتها را در یک مرکز پردازش میکنید، تسطیح دقیق هیدرولیک تنها روشی است که طیف کامل را با قوام مبتنی بر دستور پخت کنترل میکند. اگر عملیات شما به یک خانواده مواد در حجم بالا محدود می شود، تراز کننده غلتکی دقیق بهینه شده برای آن پنجره ممکن است مقرون به صرفه تر باشد. برای فویل بسیار نازک یا فولاد پیشرفته با استحکام بالا در یک خط سیم پیچ پیوسته، تراز کششی یکنواخت ترین نتایج را ارائه می دهد. برای اصلاح گاه به گاه صفحات ضخیم یا جوشکاری مجدد، پرس یا پرس صاف کننده گزینه عملی باقی می ماند.
سپس فرآیندهای پایین دستی خود را در نظر بگیرید. اگر ورق تراز شده با لیزر برش داده شود، سطح تنش پسماند پس از تسطیح به اندازه صافی هندسی اهمیت دارد - برش حرارتی هر تنش باقی مانده را آزاد می کند. اگر دقیق مهر و موم شود یا شکل بگیرد، یکنواختی صافی در عرض نیاز غالب است. تعیین حساسیت پایین دستی قبل از انتخاب روش تضمین می کند که مرحله تراز کردن در واقع مشکل را حل می کند نه اینکه فقط آن را جابجا کند.
برای مقایسه عمیقتر تکنیکها و تنظیمات تجهیزات، راهنمای در تکنیک های تسطیح فلزات جزئیات اضافی در سطح ابزار را برای هر رویکرد پوشش می دهد.
ادغام Leveling در یک خط تولید کامل
در ساخت ورق فلزی مدرن، تسطیح به ندرت به عنوان یک مرحله ایزوله عمل می کند. بالاترین بازده سرمایه گذاری تسطیح زمانی حاصل می شود که ماشین تراز در یک خط تولید متصل ادغام شود - متصل به دیکویلر بالادست، سیستم برش یا مهر زنی پایین دست، و یک سیستم داده مرکزی که پارامترهای مواد، تنظیمات نیرو، و نتایج صافی را برای قابلیت ردیابی ثبت می کند.
جابجایی مواد بر اساس دستور العمل مکانیزم عملی است: زمانی که شناسه مواد تغییر می کند، برنامه تراز به طور خودکار تغییر می کند و زمان تنظیم دستی و خطر اجرای پارامترهای اشتباه روی یک آلیاژ یا ضخامت جدید را حذف می کند. بازخورد بازرسی پایین دستی - جایی که از نتیجه اندازه گیری صافی برای اصلاح چرخه تراز بعدی استفاده می شود - حلقه را می بندد و بهبود مستمر را بدون دخالت اپراتور امکان پذیر می کند.
صرف نظر از روش تسطیح انتخابی، یکپارچگی سطح باید در کنار صافی کنترل شود. علامت گذاری غلتک، برداشتن غلتک های آلوده و خراش های کوچک روی آلیاژهای حساس مانند آلومینیوم یا مس، علل رد شدن هستند که پس از تراز کردن ظاهر می شوند، نه در حین آن. نظم و انضباط تعمیر و نگهداری - تمیز کردن غلتک، تمیزی روغن، کالیبراسیون سنسور، و تأیید دورهای هندسه - یک روش عملیاتی است که نتایج تسطیح را در طول زمان ثابت نگه میدارد.
برای سازندگانی که راه حل های تسطیح دقیق هیدرولیک را برای ادغام در خطوط تولید خود ارزیابی می کنند، نمای کلی برنامه راهنمای پیکربندی را بر اساس نوع صنعت و مواد ارائه می دهد.