جینگشی
جینگشی
جینگشی
جینگشی
جینگشی
جینگشی
جینگشی
جینگشی
جینگشی
تولیدکنندگان دستگاه ترازکن هیدرولیک
-


دستگاه تسطیح دقیق سروو هیدرولیک صفحه نازک سری 30
-

دستگاه تسطیح دقیق هیدرولیک سری 40
-
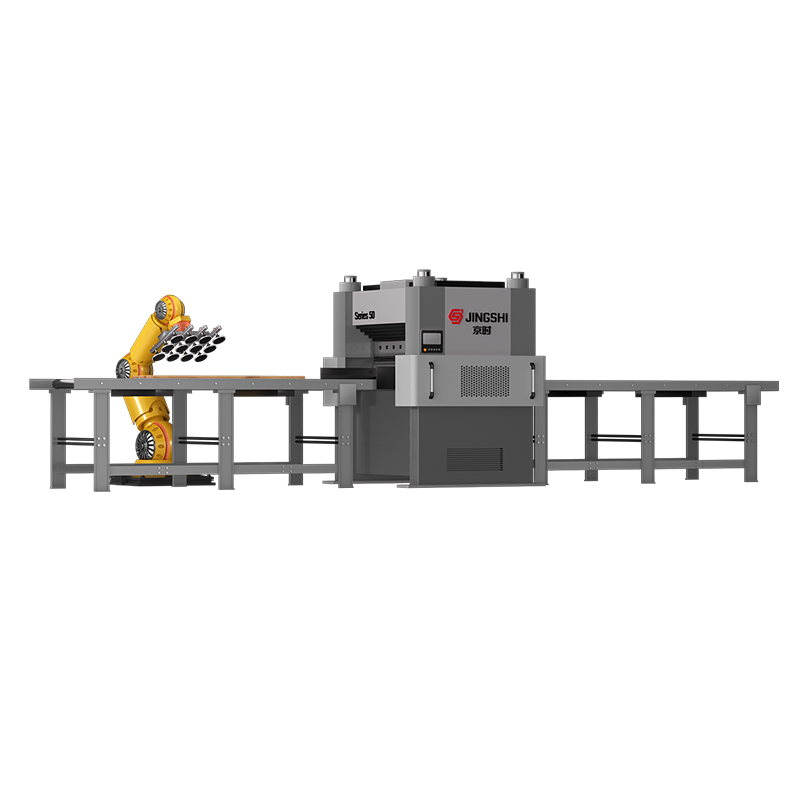
دستگاه تسطیح دقیق هیدرولیک چهار ستونه سری 50
-

دستگاه تسطیح هیدرولیک با راندمان بالا صفحه ضخیم سری 60
-

دستگاه تسطیح فوق دقیق هیدرولیک ورق سنگین سری 80
-

دستگاه تسطیح دقیق هیدرولیک قطعه کار بزرگ سری 100
ماشینهای تراز هیدرولیک از درایو هیدرولیک به عنوان منبع انرژی اصلی خود استفاده میکنند و به مجموعهای از غلتکهای تسطیح پلکانی (شامل غلتکهای کار، غلتکهای میانی و غلتکهای پشتیبانی) مجهز هستند. با کنترل دقیق نیروی فشار و تعداد چرخه های خمشی، ورق فلزی تحت تغییر شکل متناوب "الاستیک-پلاستیک" قرار می گیرد و در نهایت به نیازهای مسطح از پیش تعیین شده دست می یابد. این تجهیزات تخصصی می تواند مواد فلزی مختلف (آلومینیوم، مس، فولاد، آلیاژهای تیتانیوم و غیره) را با ضخامت های 0.1 میلی متر (ورقه مسی بسیار نازک) تا 60 میلی متر (صفحات ضخیم آلیاژی خاص) پردازش کند.
درباره ما
Suzhou JingShi Intelligent Equipment Co., Ltd.
شرکت تجهیزات هوشمند جینگشی سوژو، با مسئولیت محدود، که در سال ۲۰۱۶ تأسیس و دفتر مرکزی آن در سوژوی چین است، یک شرکت فناوری پیشرفته یکپارچه شامل تحقیق، تولید و تجارت میباشد. ما در زمینه دستگاههای ترازکن دقیق هیدرولیک و سیستمهای خط تولید هوشمند تخصص داریم. دستگاه ترازکن هیدرولیک دقیق سفارشی، متعهد به ارائه راهحلهای تکمیل ورق فلزی با دقت بالا، بازدهی بالا و پایداری بالا به تولیدکنندگان در سراسر جهان.
به عنوان تولیدکنندگان دستگاه ترازکن هیدرولیک و تأمینکنندگان دستگاه ترازکن دقیق در چین، تجهیزات ما به طور گسترده در قطعات خودرو، ورق فلزی دقیق، قطعات آسانسور، ماشینآلات کشاورزی، تیغه اره، پرس دقیق، تولید پروفیل و کاربردهای الکتریکی استفاده میشود. از طریق نوآوری مستمر و برتری فنی، جینگشی به شریکی قابل اعتماد برای تولیدکنندگان در سراسر جهان تبدیل شده است.
به عنوان تولیدکنندگان دستگاه ترازکن هیدرولیک و تأمینکنندگان دستگاه ترازکن دقیق در چین، تجهیزات ما به طور گسترده در قطعات خودرو، ورق فلزی دقیق، قطعات آسانسور، ماشینآلات کشاورزی، تیغه اره، پرس دقیق، تولید پروفیل و کاربردهای الکتریکی استفاده میشود. از طریق نوآوری مستمر و برتری فنی، جینگشی به شریکی قابل اعتماد برای تولیدکنندگان در سراسر جهان تبدیل شده است.
بازخورد پیام
گواهی افتخار



در ارتباط باشید، بینشها & نوآوری از جینگشی
-

 اخبار صنعت
اخبار صنعت
 2026.07.08
1. مقدمه ای بر دستگاه های بالابر پانل هر سال، تولیدکنندگان هزاران ساعت را برای کنترل آهسته و دستی پانل از دست می دهند. یک کارگر که ورقهای آلومینیومی 50 کیلوگرمی را در ...
2026.07.08
1. مقدمه ای بر دستگاه های بالابر پانل هر سال، تولیدکنندگان هزاران ساعت را برای کنترل آهسته و دستی پانل از دست می دهند. یک کارگر که ورقهای آلومینیومی 50 کیلوگرمی را در ... -
اخبار صنعت
2026.06.05
چرا تسطیح ورق فلز اهمیت دارد: هزینه پنهان قطعات غیر مسطح؟ یک ورق 4×8 فوت از فولاد گیج 14 با یک موج لبه 2 میلی متری از برش لیزری جدا می شود. بدون تراز کردن، فیکسچرهای جو...
-
اخبار صنعت
2026.05.11
چه چیزی یک تراز صفحه را "دقت" می کند؟ تسطیح غلتکی استاندارد با عبور دادن آن از میان مجموعه ای از غلتک های افست، فلز را صاف می کند - برای صافی عمومی موثر است، اما برای ت...
-
اخبار صنعت
2026.05.07
یک فنجان مکنده را به یک پنجره شیشه ای بچسبانید و ماه ها نگه می دارد. همان فنجان را روی یک تخته چوبی خام فشار دهید و در عرض چند ثانیه از بین میرود. تفاوت در فنجان نیست - سطح ...
دانش صنعت
چگونه قطر و گام غلتک "پنجره قابل پردازش" را تعیین می کند
خریداران اغلب بر محدوده ضخامت اسمی تمرکز می کنند، اما مرز عملی با رابطه بین قطر غلتک، گام غلتکی (فاصله مرکز) و قدرت تسلیم ماده تعیین می شود. غلتکهای کوچکتر و گام محکمتر فرکانس خمش را افزایش میدهند و به رفع نقصهای موج کوتاه کمک میکنند. قطرهای بزرگتر ظرفیت بارگذاری را افزایش داده و خطر علامت گذاری سطح روی آلیاژهای نرم را کاهش می دهد.
هنگام مقایسه قیمت ماشین چه چیزی را باید بررسی کرد
- قطر و گام غلتک کار: کوچکتر/سفت تر معمولاً تصحیح موج کوتاه را بهبود می بخشد، اما فشار تماس را افزایش می دهد.
- روش تنظیم غلتک متوسط/پشتیبانی: مکانیکی در مقابل کمک هیدرولیک بر میزان کنترل تاج تحت بار توسط دستگاه تأثیر میگذارد.
- سفتی قاب و طراحی میله اتصال: سفتی یک محرک پنهان تکرارپذیری در هنگام پردازش فولاد با استحکام بالا است.
- استراتژی حفاظت از سطح: برای آلومینیوم/مس، در مورد پوشش غلتکی و مقررات تمیز کردن برای به حداقل رساندن برداشت بپرسید.
اگر نمرات آلیاژ معمولی و طول موج های نقص خود را به اشتراک بگذارید، ما می توانیم پیکربندی غلتک را با طیف نقص واقعی شما مطابقت دهیم به جای تکیه بر برچسب های عمومی "محدوده ضخامت".
صافی یک معیار نیست: مشخص کنید که چه چیزی را اندازه گیری می کنید و چگونه
"مسطح" بسته به اینکه فرآیند پایین دست شما مهر زنی، برش لیزری یا مونتاژ دقیق باشد، می تواند به معنای متفاوت باشد. مشخصات تدارکات باید روش اندازهگیری (مرجع مستقیم، نوری، مرجع سطح کشش، نمونهبرداری CMM)، طول نمونهبرداری و نوع نقصی را که کنترل میکنید (موج لبه، سگک مرکزی، مجموعه سیم پیچ، کمان پولادی) را مشخص کند.
| عنصر مشخصات | چرا مهم است | مثال عملی |
|---|---|---|
| طول نمونه برداری / شبکه | نمونه برداری کوتاه عیوب موج بلند را پنهان می کند. نمونه برداری طولانی موج های موج کوتاه را پنهان می کند. | بیش از 1 متر برای بشقاب اندازه گیری کنید. شبکه محکم تر برای ورق دقیق. |
| نامگذاری نوع نقص | عیوب مختلف به استراتژی غلتکی/پیچ متفاوت نیاز دارند. | موج لبه در مقابل سگک مرکزی به کنترل تاج متفاوتی نیاز دارد. |
| وضعیت تنش | مواد می توانند تحت کشش صاف تر از حالت آزاد به نظر برسند. | صافی "حالت آزاد" را پس از تخلیه تعریف کنید. |
| درجه حرارت / وضعیت روانکاری | رشد حرارتی و روانکاری باعث تغییر اصطکاک و برگشت فنری می شود. | در دمای خط پایدار برای تکرارپذیری بررسی کنید. |
برای خریداران با دقت بالا، نکته کلیدی این است که تست پذیرش را با حساسیت پایین دستی واقعی خود هماهنگ کنید. بهترین نتیجه تسطیح نتیجه ای است که می توانید به طور مداوم تأیید کنید .
نیروی فشار در مقابل چرخه های خمشی: چگونه از "امروز صاف، فردا تاب خورده" جلوگیری کنیم
ترازهای هیدرولیک از طریق تغییر شکل الاستیک-پلاستیک متناوب به صافی دست می یابند. دو اهرم غالب هستند: (1) توزیع نیروی فشار در سراسر مجموعه غلتک و (2) تعداد چرخه های خمشی موثر. نیروی محرک بیش از حد برای "تطبیق اجباری" می تواند تنش باقیمانده را ذخیره کند و منجر به اعوجاج بعدی پس از برش، جوشکاری یا حرارت ورودی شود.
راهنمای تدارکات سازنده
- پنجره های تنظیمات نشان داده شده را بخواهید: نه یک دستور، بلکه محدوده پایدار نیرو و نفوذی که صافی را حفظ می کند.
- "پایداری پس از فرآیند" را تأیید کنید: کوپن ها را برش دهید و بعد از برش برش لیزری صافی را مجدداً بررسی کنید تا مشکلات استرس پسماند را نشان دهید.
- پشتیبانی چند ناحیه ای را تأیید کنید: غلتک های میانی/حمایت کننده باید به توزیع بار و کاهش خمش موضعی کمک کنند.
در عمل راه اندازی ما، تکرارپذیرترین برنامه ها بر آن تکیه می کنند نفوذ متوسط با چرخه خمشی کافی ، نه حداکثر نیرو.
کنترل هیدرولیک حلقه بسته تمایز واقعی در تکرارپذیری است
درایو هیدرولیک قدرتمند است، اما آنچه خریداران باید ارزیابی کنند معماری کنترل است: کنترل فشار به تنهایی با کنترل حلقه بسته نیرو/موقعیت در نقاط تراز کردن یکسان نیست. دریفت، دمای روغن و پاسخ سوپاپ بیش از تناژ اصلی، بر ثبات روزانه تأثیر می گذارد.
سوالاتی که کیفیت سطح را در یک RFQ کنترل می کند
- آیا سیستم شکاف/نفوذ غلتکی (موقعیت)، نیروی سیلندر یا فقط فشار هیدرولیک را کنترل می کند؟
- دمای روغن چگونه مدیریت و جبران می شود (خنک کردن، تنظیم آگاه از ویسکوزیته، روال گرم کردن)؟
- از چه سنسورهایی (مبدل فشار، مقیاس خطی، لودسل) استفاده می شود و چگونه کالیبره می شوند؟
- آیا مدیریت دستور پخت با پارامترهای مرتبط با مواد برای تغییر سریع وجود دارد؟
برای تولید فله، تکرارپذیری اهرم سود است: کنترل پایدار، کار مجدد و توقف های پایین دست را کاهش می دهد . این دقیقاً همان جایی است که ما راه حل های تسطیح دقیق هیدرولیک خود را متمرکز می کنیم.
هنگامی که "واید" سخت تر از "ضخیم" است: کنترل تاج و سرکوب امواج لبه
ورق های عریض اغلب به دلیل موج لبه یا سگک مرکزی ناشی از تنش غیر یکنواخت در عرض، پذیرفته نمی شوند. این کمتر در مورد نیروی کل است و بیشتر در مورد چگونگی خمش ثابت ماشین در عرض تحت بار است. غلتک های میانی و پشتیبانی به این دلیل وجود دارند: برای تثبیت غلتک های کار و مدیریت رفتار تاج.
چه چیزی برای برنامه های مواد گسترده تأیید شود
- نسبت عرض به ضخامت: نسبت های بالا حساسیت تاج را بزرگ می کنند و به استراتژی غلتکی پشتیبانی قوی تری نیاز دارند.
- پهنه بندی غلتکی پشتیبانی: دانه بندی تنظیم بیشتر تصحیح مشکلات لبه موضعی را بهبود می بخشد.
- انحراف قاب تحت بار: اطلاعات انحراف را در توان عملیاتی هدف و استحکام مواد درخواست کنید.
یک غذای کاربردی: مشخص کردن تنها ضخامت، یادآور ناکافی برای موفقیت در صفحه گسترده است ; شامل عرض، قدرت تسلیم و نوع نقص در مشخصات خرید می شود.
تنظیم مواد خاص: آلومینیوم، فویل مس، فولاد با استحکام بالا و آلیاژهای تیتانیوم
یک مجرد ماشین آلات تراز هیدرولیک دقیق می تواند بسیاری از آلیاژها را پردازش کند، اما خریداران عمده از برنامه ریزی پنجره های فرآیند بر اساس خانواده مواد سود می برند. تفاوت در رفتار تسلیم، برگشت فنری و حساسیت سطح مستقیماً بر انتخاب غلتک، روغن کاری و نیازهای تمیزی تأثیر می گذارد. ترازهای هیدرولیک می توانند محدوده های شدید را پوشش دهند - 0.1 میلی متر تا 60 میلی متر - اما شیوه های عملیاتی نباید قابل تعویض تلقی شوند.
نشانه های تنظیم عملی توسط خانواده مواد
- آلومینیوم: اولویت حفاظت از سطح و اصطکاک پایدار؛ از وانت با تمیز کردن منظم و فشار تماس کنترل شده اجتناب کنید.
- فویل مسی / فوق العاده نازک: تمرکز بر روکش غلتکی، کنترل کشش و کنترل ارتعاش. اختلالات کوچک می توانند از طریق چاپ شوند.
- فولاد با استحکام بالا: سفتی قاب و استراتژی غلتک پشتیبانی غالب است. تأیید کنید که دستگاه تنظیمات را تحت بار ثابت نگه می دارد.
- آلیاژهای تیتانیوم: انتظار بازگشت فنری بالاتر را دارید. برای تکرارپذیری به خمش چند چرخه و کنترل دمای ثابت تکیه کنید.
هنگامی که ما برنامه هایی را برای گیاهان با مواد مخلوط می سازیم، توصیه می کنیم تعریف کنیم دستور العمل های مرتبط با مواد برای اینکه تغییرات قابل پیش بینی باشد.
دادههای RFQ که از مشخصات زیر و بیش از حد جلوگیری میکند (و راهاندازی را کوتاه میکند)
ریسک تدارکات انبوه معمولاً ناشی از عدم وجود زمینه فرآیند است: فروشندگان یا دستگاه را "برای ایمن بودن" بیش از حد بزرگ می کنند یا آن را بر اساس ضخامت کمتر می کنند. یک بسته داده مختصر امکان انتخاب دقیق را فراهم می کند و زمان راه اندازی را کاهش می دهد.
| دسته بندی | چه چیزی ارائه شود | چرا فروشندگان به آن نیاز دارند |
|---|---|---|
| تعریف مواد | آلیاژ / درجه، محدوده مقاومت تسلیم، سختی (در صورت وجود) | برگشت فنر و انرژی خمشی مورد نیاز را تعیین می کند |
| هندسه | محدوده ضخامت، محدوده عرض، طول، شکل سیم پیچ / صفحه | بر انتخاب زمین غلتکی و استراتژی تاج/حمایت تاثیر می گذارد |
| نمایه نقص | مجموعه موج لبه / سگک مرکزی / کمان ضربدری / سیم پیچ. طول موج نقص اگر مشخص باشد | پیکربندی غلتک را با مشکل صافی واقعی تراز می کند |
| نتیجه هدف | نمونه گیری پذیرش روش اندازه گیری متریک صافی | از اختلافات و انتظارات ناسازگار جلوگیری می کند |
| توان عملیاتی | سرعت خط، زمان تاکت، اندازه دسته، فرکانس تغییر | سطح اتوماسیون، پاسخ هیدرولیک، دستور العمل را تعیین می کند |
| محدودیت های پایین دستی | مراحل برش / جوش / فشار دادن، خطر تنش باقیمانده مجاز است | استراتژی "نیرو در مقابل چرخه" را برای قطعات پایدار راهنمایی می کند |
یک بسته کامل داده RFQ اغلب سریعترین راه برای کاهش هزینه کل پروژه است - نه با انتخاب ارزان ترین دستگاه، بلکه با اجتناب از عدم تناسب و کار مجدد.
تعمیر و نگهداری که از دقت محافظت می کند: تمیزی روغن، سایش غلتک، و نظم کالیبراسیون
تسطیح دقیق به تغییرات کوچک در اصطکاک، هندسه غلتکی و پاسخ دهی هیدرولیکی حساس است. بسیاری از «مشکلات اسرارآمیز مسطح بودن» به آلودگی روغن، سایش تدریجی غلتک، یا جابجایی در مراجع اندازه گیری به جای خود مفهوم تراز کردن برمی گردد.
اقدامات پیشگیرانه که دقت را حفظ می کند
- مدیریت تمیزی روغن: فیلتراسیون و نمونه برداری چسبندگی سوپاپ و ناپایداری نیرو را کاهش می دهد.
- بازرسی غلتکی: پیکاپ سطح، میکرو حفره ها و تغییرات قطر را که نفوذ موثر را تغییر می دهد، نظارت کنید.
- کالیبراسیون سنسور: بازخورد فشار/موقعیت فقط به اندازه روال کالیبراسیون آن قابل اعتماد است.
- نظم تمیز کردن برای غیر آهنی: از چاپ عیوب ذرات جاسازی شده در ورق جلوگیری می کند.
| فاصله | مورد تمرکز | چرا مهم است |
|---|---|---|
| در هر شیفت | تمیز کردن غلتک و بررسی سطح بصری | از علامت گذاری و رانش اصطکاک مرتبط با پیکاپ جلوگیری می کند |
| هفتگی | بررسی نشت/دما هیدرولیک؛ فشار دیفرانسیل فیلتر | پاسخ کنترل را تثبیت می کند و خطر آلودگی را کاهش می دهد |
| ماهانه | نمونه برداری روغن؛ بررسی سلامت سنسور | رانش زود هنگام را قبل از تبدیل شدن به قراضه تشخیص می دهد |
| فصلنامه | تأیید هندسه غلتکی؛ بازرسی تراز | از تکرارپذیری تحت عملیات با حجم بالا محافظت می کند |
از دیدگاه خریدار، نگهداری بخشی از قابلیت صافی شماست ; باید در کنار قطعات یدکی و آموزش برنامه ریزی شود.
ادغام یک تراز کننده دقیق در یک خط تولید هوشمند
برای تولید فله، تراز کننده به ندرت به تنهایی می ایستد. بهترین ROI زمانی ظاهر می شود که برنامه تسطیح، ردیابی مواد، و تجهیزات پایین دستی (دکوئیلر، فیدر، برش، انباشته، بازرسی) داده ها را به اشتراک بگذارند. اینجاست که سیستم های خط هوشمند تنوع و وابستگی اپراتور را کاهش می دهند.
جزئیات یکپارچه سازی که خریداران باید مشخص کنند
- تحویل دستور غذا: شناسه مواد به طور خودکار پارامترهای تراز کردن را برای کاهش زمان راه اندازی فعال می کند.
- پایداری کشش بالادست: کنترل decoiler/feeder بر صافی ظاهری و تکرارپذیری تأثیر می گذارد.
- حلقه بازرسی پاییندست: بازخورد اندازهگیری صافی را به اصلاح برنامه پیوند دهید (در صورت لزوم).
- ثبت داده ها: پارامترهای کلیدی (نیرو/موقعیت، سرعت، دما) را برای ردیابی عیوب و کاهش ضایعات ذخیره کنید.
به عنوان یک تولید کننده یکپارچه از ماشین آلات تراز هیدرولیک دقیق و سیستم های خطی، ما رابط ها را طوری طراحی می کنیم که دستاوردهای توان عملیاتی شما واقعی باشد، نه تئوری .
یکپارچگی سطح مهم است: جلوگیری از آثار غلتکی، وانت و خراش های کوچک
خریداران عمده در قطعات خودرو، اجزای آسانسور و تکمیل ورق فلزی دقیق اغلب مواد را نه به دلیل صاف بودن، بلکه به دلیل عیوب سطحی که در حین تسطیح ایجاد می شود، رد می کنند. علل اصلی معمولاً آلودگی (ذرات جاسازی شده)، نظم تمیز کردن ناکافی، وضعیت نامناسب سطح غلتک، یا فشار بیش از حد موضعی تماس است.
کنترل های عملی که ضایعات مربوط به سطح را کاهش می دهد
- زبری سطح مجاز و اهداف نهایی را برای غلتک های کار برای آلیاژهای حساس خود تعریف کنید.
- تمیز کردن مرحلهای را اجرا کنید: تمیز کردن دورهای غلتکی پاککن/برسکشی بالادست برای جلوگیری از تجمع پیکاپ.
- فشار تماس را کنترل کنید: تنظیماتی را ترجیح دهید که بدون "نفوذ بیش از حد" در زمانی که سطح بحرانی است به صافی دست می یابند.
- برنامه ریزی برای جابجایی غیرآهنی: آلومینیوم و مس نسبت به کارهای فولادی معمولی به کنترل آلودگی شدیدتر نیاز دارند.
در آزمون پذیرش، هم معیارهای مسطح و هم سطح را در نظر بگیرید تا خط برای آن اعتبارسنجی شود قطعات قابل استفاده، نه فقط "ورق های تخت" .
تماس با ما
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
کپیرایت © ۲۰۲۵ توسط Suzhou JingShi Intelligent Equipment Co., Ltd. تمامی حقوق محفوظ است. تأمینکنندگان دستگاه ترازکن دقیق
